3D PRINTING TROUBLESHOOTING
001. GAPS IN THIN OR SINGLE-PERIMETER WALLS






-

Enable Advanced Settings:
To get access to extra settings in Bambu Studio / Orca Slicer , make sure to enable Advanced or Expert mode.


-
Model Export
3D PRINTINGSTL • STP • DWG
TWISTED BOX - 3D MODEL / 007_001
Regular price $11.61 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
RANDOM PENTAGONS (3x COLOUR VERSIONS) - 3D MODEL / 007_006
Regular price $11.61 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
CORAL SPONGE 01 - 3D MODEL / 010_004
Regular price $23.22 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
TRIANGLE WAVE - 3D MODEL / 001_002
Regular price $20.90 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
FLOATING FUMES - 3D MODEL / 010_006
Regular price $17.42 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
WHIRL PEAK - 3D MODEL / 001_005
Regular price $11.61 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
CORAL SPONGE 03 (tileable) - 3D MODEL / 010_011
Regular price $17.42 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
CRACKED BULGE - 3D MODEL / 007_004
Regular price $11.61 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
HIGH TIDE - 3D MODEL / 002_003
Regular price $14.51 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
CRATER RING - 3D MODEL / 001_004
Regular price $11.61 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
SPIRAL RAMP - 3D MODEL / 007_005
Regular price $8.13 USDRegular priceUnit price per$11.61 USDSale price $8.13 USDSale -
Model Export
3D PRINTINGSTL • STP • DWG
WORLD MAP - 3D MODEL / 007_007
Regular price $17.42 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
PLUNGING WAVE - 3D MODEL / 001_006
Regular price $5.81 USDRegular priceUnit price per$11.61 USDSale price $5.81 USDSale -
Model Export
3D PRINTINGSTL • STP • DWG
WINDY FUR - 3D MODEL / 001_001
Regular price $14.51 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
MOSAIC [10 BLOCKS / 25 LAYOUTS] - 3D MODEL / 016_001
Regular price $25.55 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
TWISTED BOX 03 - 3D MODEL / 007_003
Regular price $17.42 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG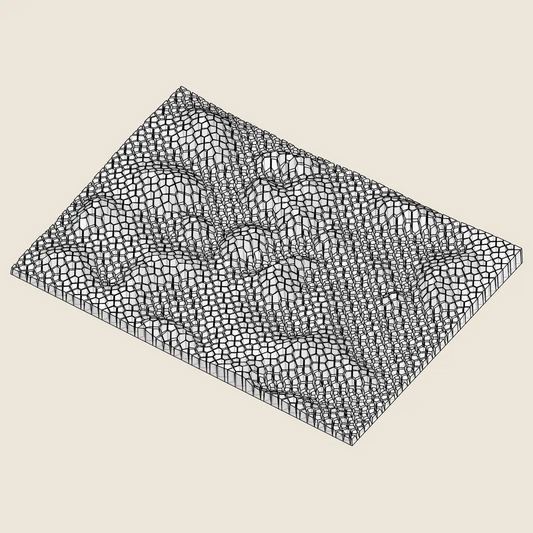
MOSS WALL - 3D MODEL / 007_009
Regular price $17.42 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG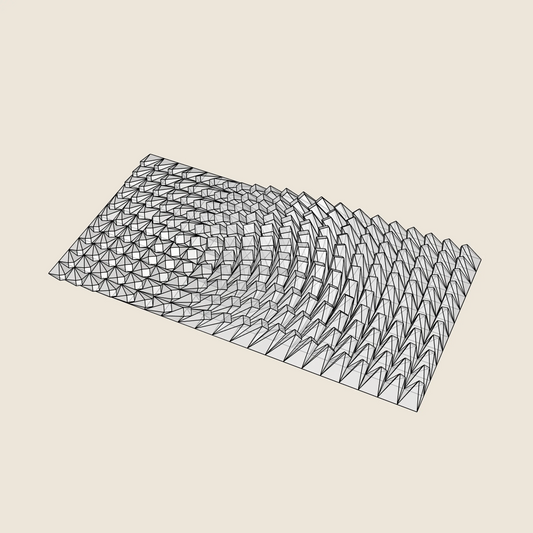
TWISTED BOX 02 - 3D MODEL / 007_002
Regular price $14.51 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
WHIPPING CREAM - 3D MODEL / 010_001
Regular price $17.42 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG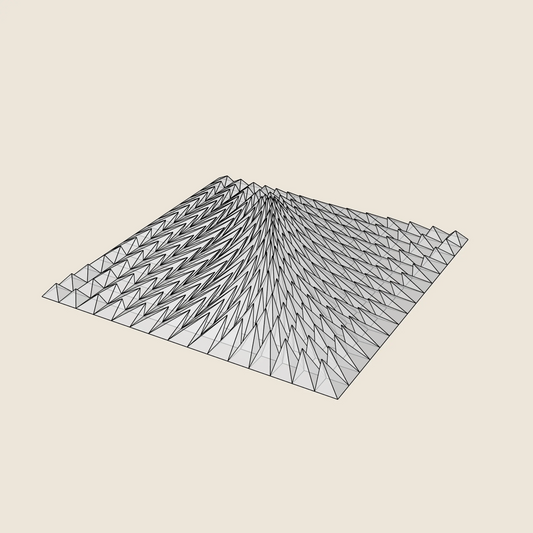
TECTONIC COLLISION - 3D MODEL / 001_003
Regular price $11.61 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG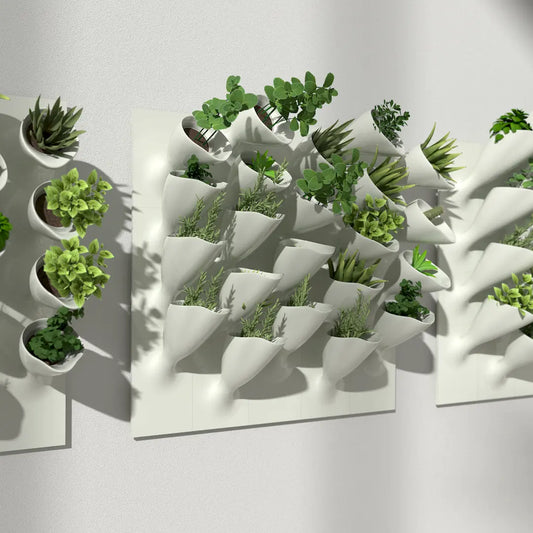
CORNETS DE FLEUR 02 (3× 22 blocks) - 3D MODEL / 010_008
Regular price $13.93 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
DIAGONAL WAVE - 3D MODEL / 002_005
Regular price $13.93 USDRegular priceUnit price per$17.42 USDSale price $13.93 USDSale -
Model Export
3D PRINTINGSTL • STP • DWG
BLOCK WAVE - 3D MODEL / 002_001
Regular price $8.71 USDRegular priceUnit price per$11.61 USDSale price $8.71 USDSale -
Model Export
3D PRINTINGSTL • STP • DWG
QUARTER CIRCLE WAVES - 3D MODEL / 002_004
Regular price $17.42 USDRegular priceUnit price per -
Model Export
3D PRINTINGSTL • STP • DWG
PAPER WAVES - 3D MODEL / 006_001
Regular price $17.42 USDRegular priceUnit price per
























